
L型エンジンの魔界転生 L型エンジンのヘッド加工
L型エンジンの分解・調査測定はこちら
L型魔界エンジンのシリンダー加工はこちら
L型魔界エンジンのヘッド加工 現在のページ
L型魔界エンジンのヘッド組み立て こちら
2018年2月26日
L型エンジンヘッドの加工
N42ヘッドを手に入れていたので、加工に入ります。付属物をすべて取り外してゆきます。分解時にはなるべく各部の消耗や破損が無いか調べて必要時は修理をしてゆきます。またほとんどすべてのパーツに識別記号を記して再現性を確保しておきますのはせセオリーですね。

ヘッドを単体にしたらインレットポートをマシン加工で粗加工をしてもらいます。かつてはここを手作業で恐る恐るやっていたわけですが今はマシニング加工が安くできるようになり、ポート拡大の最適条件でこの加工をやってもらえると非常に助かります。これをベースにさらにハンドワークしてゆきますがそこからが個性の出るゾーンとなってゆくはずです。
エキゾーストポートはそこまでデーターが集まらないらしくまだ機械加工は無理の様ですのど、こちらは全てハンドワークです。

燃焼室側からは機械加工が難しいのでこちらもハンドワークします。
(*このポート加工についてすべてマシニングの3次元数値制御プログラムで造形加工してくれるところもありますのでお金が余っていて、アルミの粉を頭から浴びずに楽をしたい場合はそちらの選択もありますけど。)

ここで少し寄り道してカムホルダーを固定するネジ穴の補強をします。カムホルダーは画像上側の列はヘッドボルトで共締めされるのでいいのですが、下側の列5か所はヘッドにそのまま固定されます。エンジンヘッドはアルミですのでM8程度のねじでは十分な強度がありません。規定以上に締めすぎるとネジがズル剝けします。実際にそうなっているのを何回か見ました。

そこでこちら側の5か所はヘリサート加工しておきます。

マニフォールド取り付けねじもズル剝けてしまうところですので今のうちにヘリサートを打ちます。丸印部分のエグゾースト側の取り付けねじですがここは排気漏れを防ぎたいのでどうしてもぎりぎり締めてしまうところです。

ヘリサート下穴加工したのち、オーバーサイズタップを切ります。

最終的にはハンドタップで仕上げタップまで切、本家本元のヘリサートコイルを打ち込みます。アルミニュウムはどうしても柔らかい為、本来材質的にジェラルミン以上でないとネジは持ちません。

2018年12月20日
大分間が空いていますがマニフォールド拡大作業にかかります。

今回はバルブガイドは抜いていないので周りからできるだけ加工しています。

何とか仕上げましたが問題が発生

インテーク側のマニフォールド拡大を頑張りすぎたのかインレット5番目1か所が水通路と貫通してしまいました。少し欲張りすぎたようです。それぞれの鋳物壁厚はおおよそ5mmぐらいずつあるはずのですが今回そこまでは削っていないので、鋳物の壁厚にばらつきか鋳物巣(鋳物の湯流れがうまくいかなかったところ)があったか、鋳物中子取り付け時点で正規位置から少し動いたかしたのではと思います。ノーマル状態では検査されて実害がないものだけが出荷されていると思いますが削り込むとそれが表面に出てきてしまいます。

貫通穴の補修ですが今回は緊急なのでこんな簡易的なものでヘッドを温めてからプロパンガスバーナーで穴周囲を昇温350度まで持って行き何とかアルミハンダで共晶状態に持ち込んで完全に溶かし込み塞ぎました。

半田付けなのでボコボコしていますがこの後ある程度慣らしてきれいにします。
後から考えたら貫通穴を少しドリルで揉んで丸穴にしてからアルミの栓を打ち込んでその後半田付けするのがより良かったかもしれません。

穴をふさいだ後、富士の岡田監督のところに持って行きヘッド水穴通路を塞いでから、空気圧をかけて圧力検査を実施して確認します。内圧5Kgかけて水中で泡漏れが出ないか1時間ほどチェックします。

ちょっと寄り道してこれは富士の岡田監督のオブジェ。
ダミーヘッドにソレックス50φとタコアシを取り付けてマニフォールドの取り付け状態を確認しています。

こちらから見るともっとオブジェっぽく見えます。

機密試験で
・5番インレットの穴はアルミハンダで補修で問題なく漏れは止まりました。
・しかしヘッド後ろ側の打ち込みプラグと前側のテーパーネジプラグ、および上面にあるテーパーネジプラグからも漏れが発見されたのでいったん取り外してからきれいにしてプラグも新品にして取り付けなおします。
L型エンジンの燃焼室加工
燃焼室の形状はガスを効率よく燃やして出力を出すことに大きく影響することは言うまでもないことでしょう。エンジンチューニングの肝ともいえる部分ですね。

燃焼室容積の現状を測定します。
1 44.5
2 44.5
3 44.0
4 44.0
5 44.0
6 43.7
平均44.1cc
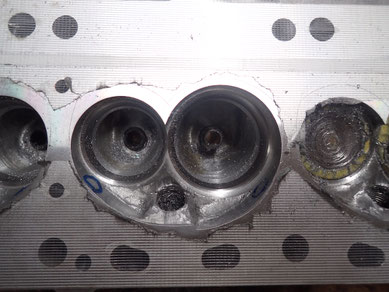
L28のN42ヘッドの標準は43ccですのでヘッド内のバリや仕上げをした分で1.5cc容積が増えています。画像でもわかりますが特にバルブの両サイドがシリンダー径拡大分片側1.5mmずつ外側に三日月状にえぐっているのが分かります。

ノーマルL28の燃焼室

2019年3月24日
ヘッドがアルゴン盛+メンケンから帰ってきました。
バルブシートはビッグバルブ用で打ち直ししています。
燃焼室の加工に入っています。
アルゴン盛した部分をケガキに沿って形状加工してゆきますが、すでにシートリングは仕上げられているので傷をつけるとやり直しになるので注意しながらやります。手前側は粗加工が進んでいます

向こう側も粗加工が進みました。バルブシートを傷つけないために専用ガードを作ってバルブの代わりに入れています。

粗加工が進んでいます。

大方の形状を削り込んだら細部の仕上げに入りますがこれはいくらやってもきりがないくらいですので根気が必要です。また6気筒のうち一か所でも変更を加えると全気筒分同じようにやらなければならないので、そのころ合いの取り方が微妙です。

最終仕上げで面を磨いて凸凹を最小限になるようにします。
手前に書いてある数字は燃焼室を削るたびに燃焼室容積を測定して確認した記録です。何しろ削りすぎたら前には戻れないので又アルゴン盛に逆戻りですから。
燃焼室容積の目標値は
37.8cc ばらつき0.5cc以内
今回の最終実燃焼室容積
#1 #2 #3 #4 #5 #6
37.6 37.6 37.5 37.5 37.6 37.8
#6だけ少し大きいですが目標の37.8 ばらつき0.5以内に入っています。
よかった。








ヘッド加工の最終段階
ヘッドの気密試験をします。これは岡田監督にやった方がいいよと言われていたことです。ポート加工程は穴空きの危険が少ない燃焼室加工ですがアルゴン盛の熱で各部のプラグがやられる場合がある様です。今回の試験では機密はOKで、これで一つ安心できます。
この後はヘッドのパーツ取り付けに入ります。カムやバルブ、バルブスプリング、ロッカーアームなどを取り付けていきます。
続く